- Startseite
- Kontakt
-


- Kaufberatung Schweissgeräte: + 49 (0) 2626 923226 | Mail: info@hdb-schweiss-shop.de





I naht schweißen
4 Fugenvorbereitung
4.1 Fugenformen
 Bild 5 zeigt die wichtigsten Fugenformen, die beim MAG-Schweißen von Stahl zur Anwendung kommen. Wegen des guten Einbrandverhaltens des Prozesses können bei Nähten mit Stegen (I-, Y,- DY- Nähten) größere Blechdicken ohne Ausfugen durchgeschweißt werden als beim Lichtbogenhandschweißen. Bei größeren Materialdicken empfiehlt sich aber zur Fehlervermeidung ein Ausfugen von der Rückseite. Die Steghöhe richtet sich nach der anwendbaren Stromstärke. Bei Aluminiumwerkstoffen werden bei größeren Dicken wegen der höheren Wärmeableitung größere Öffnungswinkel (70 - 90 °) empfohlen.
Bild 5 zeigt die wichtigsten Fugenformen, die beim MAG-Schweißen von Stahl zur Anwendung kommen. Wegen des guten Einbrandverhaltens des Prozesses können bei Nähten mit Stegen (I-, Y,- DY- Nähten) größere Blechdicken ohne Ausfugen durchgeschweißt werden als beim Lichtbogenhandschweißen. Bei größeren Materialdicken empfiehlt sich aber zur Fehlervermeidung ein Ausfugen von der Rückseite. Die Steghöhe richtet sich nach der anwendbaren Stromstärke. Bei Aluminiumwerkstoffen werden bei größeren Dicken wegen der höheren Wärmeableitung größere Öffnungswinkel (70 - 90 °) empfohlen.
4.2 Anbringen der Fugenflanken
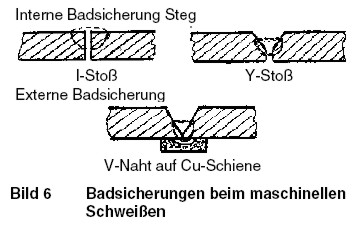
Das Anschrägen der Fügekanten erfolgt bei un- und niedriglegierten Stählen in der Regel durch autogenes Brennschneiden. Hochlegierte Stähle und die Metalle, die MIG / MAG- geschweißt werden (z.B. Aluminium) können mit dem Plasmalichtbogen schmelzgeschnitten werden. Ein Entfernen der beim thermischen Trennen entstehenden Oxidhäute ist nicht unbedingt erforderlich, kann aber in Sonderfällen notwendig werden. Auf die Besonderheiten des Werkstoffs Aluminium in dieser Hinsicht wird an anderer Stelle noch näher eingegangen. Wenn besondere Anforderungen hinsichtlich der Einhaltung geringer Toleranzen gestellt werden, kann auch ein mechanisches Anarbeiten der Fugenflanken empfohlen werden. Dies gilt besonders für Rundnähte. Die modernen Möglichkeiten des Schneidens mit dem Elektronenstrahl oder dem Laserstrahl kommen bei der mechanisierten Fertigung vor. 4.3 Badsicherungen Während beim manuellen Schweißen der Schweißer den Schweißverlauf beobachtet und durch Einstellung der richtigen Stromstärke, die Stellung des Lichtbogens in der Fuge und die Schweißgeschwindigkeit auch bei ungleichem Wurzelspalt eine gleichmäßige Wurzelraupe erreichen kann, muß beim vollmechanisierten Schweißen von der gewählten Schweißfuge, dem eingestellten Wurzelspalt über die richtigen Schweißparameter und die abgeschmolzene Menge des Zusatzdrahtes alles stimmen. Zur Erleichterung des Wurzelschweißens werden deshalb beim maschinellen Schweißen oft Badsicherungen verwendet (Bild 6). Wenn der Wurzelspalt nicht zu sehr variiert, können als natürliche Badsicherung auch Wurzelstege dienen, z.B. bei I- oder Y-Fugen (interne Badsicherungen). Abhängig von der Steghöhe müssen die Schweißparameter beim Schweißen der ersten Lage so gewählt werden, daß der Steg nicht vollständig aufgeschmolzen wird. Der verbleibende Rest des Steges kann dann beim Schweißen der Gegenlage, mit oder ohne Ausfugen, noch erfaßt werden. Künstliche (externe) Badsicherungen bestehen z.B. aus Metall, bei den meisten Metallen und Legierungen aus Kupfer, bei Aluminium, das einen niedrigen Schmelzpunkt hat, auch aus nichtrostendem Stahl. Auch Keramikunterlagen kommen beim Schweißen als Badsicherung zum Einsatz. Die Unterlage soll das spontane Durchfallen des Schweißgutes z.B. an Stellen, wo der Spalt etwas breiter ist oder wo kein Steg vorhanden ist, verhindern, sodaß das schmelzflüssige Metall aufgefangen wird und eine Wurzelraupe gebildet werden kann. Die Badsicherung formt auch die Unterseite der Wurzellage. Zu diesem Zweck ist sie deshalb meist mit einer Nut versehen.